Skärdata: hastighet och matning
Skärdata, det vill säga skärhastighet och matning, behöver anpassas efter både materialets egenskaper och verktygsvalet. Här följer en generell tumregel för austenitiska rostfria stål (exempelvis 304 eller 316):
-
Skärhastighet (Vc): cirka 100–200 m/min när man använder hårdmetallverktyg. Med avancerade beläggningar och effektiv kylning kan man ibland gå upp mot 250–300 m/min, dock med ökade verktygskostnader som följd.
-
Matning (fz): omkring 0,04–0,10 mm per tand är vanligt vid normal fräsning. Vid grövre bearbetning kan intervallet höjas till 0,08–0,15 mm/tand, beroende på maskinstabilitet och verktygsdiameter.
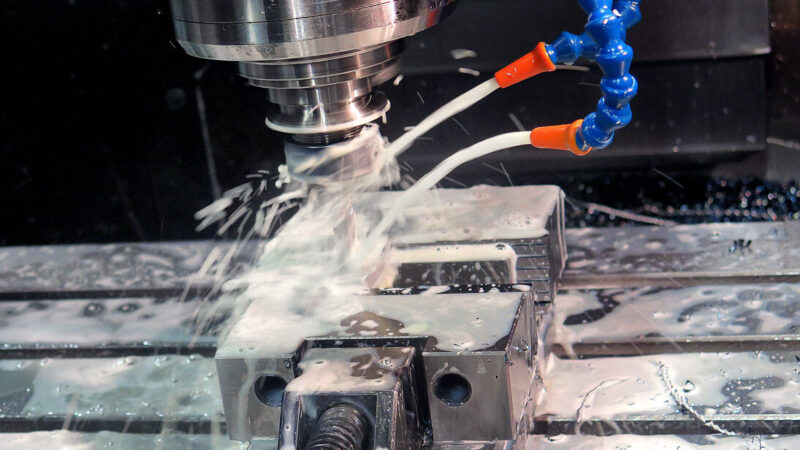
Effektiv kylning
God kylning är avgörande för att lyckas med rostfri bearbetning. Eftersom rostfritt stål leder värme sämre än många andra material stiger temperaturen snabbt i skärzonen. Det kan leda till både fasförhårdning av materialet och kraftigt ökat verktygsslitage.
Använd därför rikliga mängder kylvätska, helst vattenbaserad emulsion, och se till att strålen träffar direkt vid skärzonen för att effektivt föra bort värmen och transportera bort spån.
Stabilitet och fixturering
Rostfritt stål är segt och har en tendens att “hugga” i verktyget, vilket ger upphov till vibrationer (chattering). En stabil fräsmaskin och säker fixturering av arbetsstycket är därför grundläggande. Se till att:
Undvik värmeackumulering och fasförhårdning
En stor utmaning när man bearbetar rostfritt stål är dess benägenhet att härdas lokalt om skäret gnuggar mer än det skär. Att hålla en tillräckligt hög matning och en vass egg är avgörande för att undvika fasförhårdning, som i sin tur gör att bearbetningen blir ännu svårare.