
Fräsning av plast
Guide så fräser du plast
Därför ska du låta GMW fräsa din plastdetalj
Göteborgs Mekaniska Werkstad är en flexibel legotillverkare som tar din idé från ritning till färdig detalj. Med en mix av manuella och CNC‑styrda fräsar, lean‑optimerade flöden och över hundra års hantverkserfarenhet fräser vi plast i allt från enstaka prototyper till långa serier. Oavsett om du behöver rådgivning i materialval, finjustering av feeds & speeds eller fullskalig serieproduktion hanterar vårt ISO 9001‑certifierade team hela kedjan – snabbt, kostnadseffektivt och med garanterad precision.
Vad är fräsning av plast – och varför är det unikt?
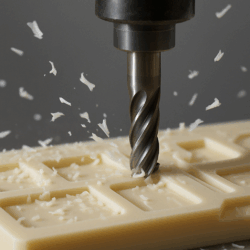
Fräsning av plast innebär att avlägsna material med roterande skärverktyg för att skapa detaljer med hög precision. Till skillnad från metall har termoplaster låg smälttemperatur och hög elasticitet, vilket gör att värmeutveckling, spånevakuering och vibrationsdämpning blir kritiska faktorer. Rätt kombination av verktyg, skärparametrar och kylstrategi är därför avgörande för att undvika smältning, spänningar och dålig ytkvalitet. För nybörjaren är det viktigaste att förstå sambandet mellan värme, spånstorlek och matningshastighet – och att alla tre måste balanseras annorlunda än vid metallbearbetning.
Så fräser du plast – en guide
Steg 1: Välj rätt plastmaterial för ditt projekt
Att välja rätt plast är grunden för en lyckad fräsning. Varje material har unika egenskaper som påverkar både bearbetbarhet och den färdiga detaljens funktion.
- ABS – Slagtåligt, lätt att efterbearbeta och limma. Medel smältpunkt (≈ 105 °C). Bra för prototyper och kapslingar.
- PMMA (Akryl) – Hög glans och optisk klarhet, men spröd. Kräver skarpa verktyg och noggrann spånevakuering för att undvika sprickbildning.
- POM (Delrin) – Mycket dimensionsstabilt och självgående, låg friktion. Idealt för kugghjul och lagerbussningar.
- HDPE/PP – Kemikalieresistenta och glidfärdiga, men kan ”fransa” vid felaktiga skärparametrar.
- PC (Polykarbonat) – Extremt slagtåligt men känsligt för värmeuppbyggnad; kylning är kritisk.
ABS vs. PMMA: För‑ och nackdelar
| Egenskap | ABS | PMMA |
| Slagtålighet | Hög | Medel‑låg |
| Optisk klarhet | Ogenomskinlig | Kristallklar |
| Termisk känslighet | Medel | Hög |
| Efterbehandling | Lätt att slipa & limma | Kräver polering för glans |
| Vanliga användningar | Höljen, fixturer | Skyddsglas, displaydetaljer |
Sammanfattning: Välj ABS för robusta prototyper där finish inte är kritisk; välj PMMA när estetik och ljusgenomsläpp står i centrum.
Steg 2: Så ställer du in feeds & speeds
Målet är att avverka material snabbt nog för att minimera värme per spåna, men inte så snabbt att verktyget studsar eller vibrerar. Starta alltid med tillverkarens rekommendationer och finjustera.
Tabell: Rekommenderade RPM och matning
| Plast | Verktygs‑Ø | RPM‑intervall | Matningshastighet (mm/min) |
| ABS | 3 mm | 12 000–18 000 | 400–600 |
| ABS | 6 mm | 8 000–12 000 | 650–1 000 |
| PMMA | 3 mm | 10 000–14 000 | 350–500 |
| PMMA | 6 mm | 7 000–10 000 | 550–900 |
Tips: Öka matningen innan du sänker varvtalet om plasten börjar smälta – mer aggressiv spånavverkning transporterar bort värmen effektivare.
Steg 3: Verktygsval – tips för längre livslängd
Ett skarpt verktyg är A och O. Plast kräver rakeggade skär som skär och inte gnider.
- Material: Solitt hårdmetall minimerar vibrationer; belagd hårdmetall (TiAlN) skyddar mot uppvärmning och adhäsion.
- Geometri: Enskäriga spiralfräsar evakuerar spån effektivt och reducerar värmeuppbyggnad.
- Kylning: Luftblåsning eller minimal mängd skärvätska (fog‑mist) förhindrar smältning och klibb.
När använda spånbrytande fräsverktyg?
- Tjocka spån i sega plaster (HDPE, PP).
- Grovroughing av stora kaviter, där spåntätheten annars orsakar igensättning.
- Höghastighetsbearbetning i POM där chip‑load måste hållas jämn.
Notera: Spånbrytare kan ge något sämre yta – planera fin‑pass med standardspiral för finish.
Steg 4: Få en perfekt yta – efterbehandlingstekniker
Ytkvalitet handlar om både skärparametrar och efterbearbetning. Planera för en extra finpass (0,2 mm sidsteg) innan du går vidare.
- Polera – Använd plast‑specifik polerpasta och mjuk rondell för spegelglans på PMMA.
- Slipa – Torrslipning med korn 400–1200 tar bort mjuka grader på ABS.
- Kemisk efterbehandling – Ångpolering av PMMA (isopropanol) “smälter” ytan och förseglar mikrorivor.
Polera, slipa eller kemisk efterbehandling?
| Metod | Fördelar | Nackdelar | Passar bäst |
| Polering | Spegelblank finish | Tidskrävande | PMMA‑detaljer |
| Slipning | Billig, enkel | Kan ge matt yta | ABS, HDPE |
| Kemisk | Snabb, jämn glans | Kräver kemhantering | PMMA optik |
Steg 5: Vanliga problem och hur du löser dem
Eftersom plast är värmekänsligt visar sig fel snabbt som smältkanter eller burr.
Undvik överhettning och smältning
- Öka matningshastigheten om spånorna smälter – större spån transporterar bort mer värme.
- Minska skärdjupet vid tjockväggiga detaljer för att låta värmen avledas.
- Säkra kylflödet – en enkel luftspiral kan reducera temperaturtoppar med >20 °C.
Andra vanliga fel
| Problem | Orsak | Lösning |
| Flisor i PMMA | Matt verktyg, för hög matning | Byt verktyg, sänk matningen 10 % |
| Burr på ABS‑kanter | För låg varvtal | Öka RPM inom tabellens spann |
| Verktygsklibb | Spånfastnat i spår | Pausa, rena skär och öka luftblåsning |
Kontakta oss – låt oss förverkliga din plastidé i dag
Har du ritningar klara eller bara en första skiss? Skicka filerna eller ring oss på Göteborgs Mekaniska Werkstad så tar vi fram en kostnadsfri tids‑ och kostnadsbedömning. Vår erfarna fräsavdelning står redo att optimera material, verktyg och processflöde för just ditt projekt. Klicka på länken nedan eller mejla oss direkt – så startar vi resan från idé till färdig plastdetalj redan i dag.