
Frågor & svar om slipning
-

Hur fungerar planslipning?
Som namnet antyder används en planslipmaskin för att göra arbetsstycken plana. Detaljen monteras på ett...
-
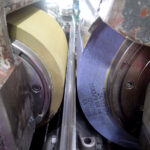
Vad är centerlesslipning?
Centerlesslipning är en effektiv slipmetod som främst används för att slipa cylindriska detaljer med hög...
-

Vad är innerrundslipning?
Innerrundslipning slipar detaljens innersida. Metoden kallas även för hålslipning. Metoden går i likhet med ytterrundslipning...
-

Vad är ytterrundslipning?
Ytterrundslipning slipar ett runt arbetsstyckes yttersida. En rundslipmaskin, antingen manuell eller CNC-styrd, med roterande slipskiva...
-

Vad innebär läppning?
Om svarvning eller polering inte ger önskat resultat i ytjämnhet kan läppning vara ett bra...